 塑料新國網單相一電表箱模具 新標準
塑料新國網單相一電表箱模具 新標準
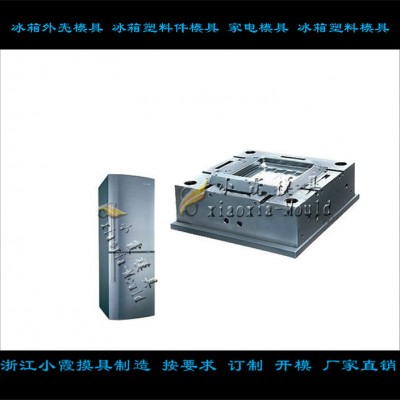
 水冷空調塑料殼模具,濕簾機塑料殼
水冷空調塑料殼模具,濕簾機塑料殼
 PE分類垃圾桶塑料模具生產定制
PE分類垃圾桶塑料模具生產定制
產品詳情




產品價格 ¥655000.00元/副
最小起訂量:1 副 可售數量:999 副


 塑膠涂料桶模具??注塑桶模具生產
¥339000.00/副
塑膠涂料桶模具??注塑桶模具生產
¥339000.00/副
 服務機器塑料人模具生產廠家
¥2000000.00/副
服務機器塑料人模具生產廠家
¥2000000.00/副
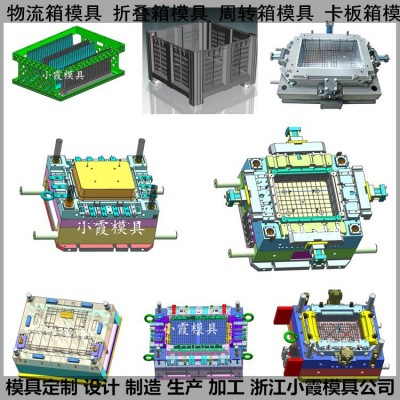
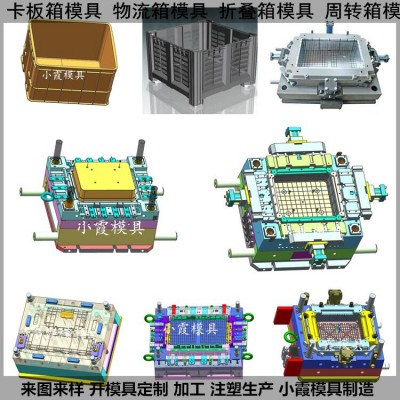
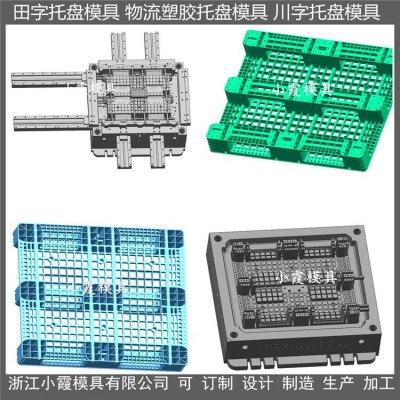 加工防滲漏網格PP卡板模具
¥716000.00/副
加工防滲漏網格PP卡板模具
¥716000.00/副
 冷凍箱塑料模具 保鮮柜塑料模具,保
¥330000.00/副
塑膠涂料桶模具??注塑桶模具生產
¥339000.00/副
冷凍箱塑料模具 保鮮柜塑料模具,保
¥330000.00/副
塑膠涂料桶模具??注塑桶模具生產
¥339000.00/副
 新款PC30%+ABS70%塑膠箱塑膠模具
¥194000.00/副
新款PC30%+ABS70%塑膠箱塑膠模具
¥194000.00/副
 家用臺式榨汁機模具,小家電模具,
¥794000.00/副
家用臺式榨汁機模具,小家電模具,
¥794000.00/副
 涂料桶塑膠模具?涂料桶注塑模具
¥226000.00/副
涂料桶塑膠模具?涂料桶注塑模具
¥226000.00/副
 新款聚碳箱子塑膠模具 新款注塑塑膠
¥184000.00/副
新款聚碳箱子塑膠模具 新款注塑塑膠
¥184000.00/副
 PE注塑1200升垃圾車模具 /免費提供
¥690000.00/副
PE注塑1200升垃圾車模具 /免費提供
¥690000.00/副
日用品模具
溫馨提示:急報價做注塑模具咨詢熱線:18857609316 陳總【熱線:0576--89881100】
小霞模具有強大設計團隊可接受:提供樣品,或者,三維圖紙,二維圖紙,可以報價開模,歡迎您來咨詢報價!

|
型號: |
按要求定制 |
|
腔數: |
1出1 |
|
模架: |
LKM, ISM標準,HASCO 或按照客戶要求 |
|
模具材質: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系統: |
冷流道/熱流道 |
|
設計軟件: |
UG; PROE; CAD |
|
塑料材質: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具壽命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根據產品設計 |
|
模具重量: |
根據產品設計 |
|
樣品: |
根據產品設計 |
|
普通模具交貨期: |
35-50天 |
|
高要求精密模具 |
55-85天 |

























日用品模具 注塑模具廠家 模具公司
按程序試切加工,對試切件檢查驗。必要時修改數控加工程序與調整加工參數,直到滿足要求為止。 按試切加工合格的程序正式加工生產產品零件。 機加車間按圖紙、工藝、技術要求加工大型零件; 拼裝車間按圖紙、圖紙、工藝要求加工小型零件; 拼裝車間按圖紙、工藝要求劃線、鉆孔、拼裝鑲塊到底板(固定座)上,緊固,送機加車間; 機加車間按圖紙、工藝、技術要求粗(半精)加工零件型面、輪廓、孔位、刃口等;
鉗調車間按圖紙、工藝、要求對零件修整、拆卸、劃線、鉆孔等; 拼裝車間按圖紙、工藝、技術要求二次加工小型零件(空刀、背刀等); 機加車間按圖紙、工藝、技術要求精加工零件型面、輪廓(只限于本位拉延模); 鉗調車間待零件的二次加工結束后,檢查零件是否還有沒加工和不合格處,如零件已加工完并合格,即可送熱處理; 根據工藝要求分別進行整體熱處理和表面熱處理(熱處理包含:淬火、退火、正火、調質、黑化處理、發藍處理、滲碳淬火、滲氮淬火、鹽浴、實效處理、表面火焰淬火等等)。其作用是使零部件的HRC值達到模具所需要的標準。
鉗調車間將熱處理合格的零件連同圖紙一起送拼裝車間,進行零件的精加工; 拼裝車間按圖紙、工藝、技術要求進行零件的精加工(平磨、圓磨、電加工等); 鉗調車間按圖紙、工藝、技術要求,二次拼裝鑲塊到底板(固定座)上,緊固,送機加車間; 機加車間按圖紙、工藝、技術要求精加工零件(型面、孔位、刃口等)合格后,送鉗調車間; 鉗調車間按圖紙、工藝、技術要求修整型面、輪廓、刃口、安裝附件等,直至符合圖紙要求,完成模具的裝配;
鉗調車間對模具進行清洗、刷防銹油、刷漆、釘標牌等出廠前的工作和模具完善工作; 裝配就是把加工好的零件組合在一起構成一副完整的模具。在這一過程中,僅僅把加工好的零件緊固,或是打入定位銷等純裝配操作是少見的。一般都是在裝配調整過程中進行一定的人工整修或機械加工。 鉗調車間對模具進行調試、修整,直至調出合格的產品工序件,其中包括預驗收、模具整改、客戶的終驗收; 鉗調車間對模具進行清洗、刷防銹油、刷漆、釘標牌等出廠前的工作和模具完善工作。
沖壓模制造完成以后,還在壓力機上對其動態精度進行試沖壓驗,通過試沖壓出的工序件檢查來鑒別沖壓模制造質量,并發現問題消除制造缺陷,達到合格的零件,這個過程叫做沖壓模的制造調整。制造調整通常是在制造單位應用其試沖壓設備進行的。 當模具移交給使用單位以后,在生產線上使用的壓力機往往和制造單位壓力機不相同,環境和條件也各有差別,所以模具移交后還進行試壓驗收,并在試沖壓中再次檢查發現問題,消除制造存在的缺陷,試沖壓出合格的沖壓產品。這個過程叫做使用調整。